 مصر
مصر  الأردن
الأردن  الكويت
الكويت  لبنان
لبنان  سلطنة عمان
سلطنة عمان  دولة قطر
دولة قطر  المملكة العربية السعودية
المملكة العربية السعودية  South Africa
South Africa  الإمارات العربية المتحدة
الإمارات العربية المتحدة  Australia
Australia  中國
中國  香港
香港  India
India  日本
日本  대한민국
대한민국  新加坡
新加坡  ประเทศไทย
ประเทศไทย  Österreich
Österreich  Česká republika
Česká republika  Danmark
Danmark  Eesti
Eesti  Finland
Finland  France
France  Deutschland
Deutschland  Ελλάδα
Ελλάδα  Italia
Italia  Magyarország
Magyarország  Nederland
Nederland  Norge
Norge  Polska
Polska  Portugal
Portugal  Schweiz
Schweiz  Slovensko
Slovensko  Slovenija
Slovenija  España
España  Sverige
Sverige  Türkiye
Türkiye  Україна
Україна  United Kingdom
United Kingdom  Argentina
Argentina  Brasil
Brasil  Canada
Canada
 Chile
Chile  Colombia
Colombia  Costa Rica
Costa Rica  Ecuador
Ecuador  México
México  Panama
Panama  Peru
Peru  Uruquay
Uruquay  USA
USA  Venezuela
Venezuela 












 Business Unit Perfect Welding
Business Unit Perfect Welding 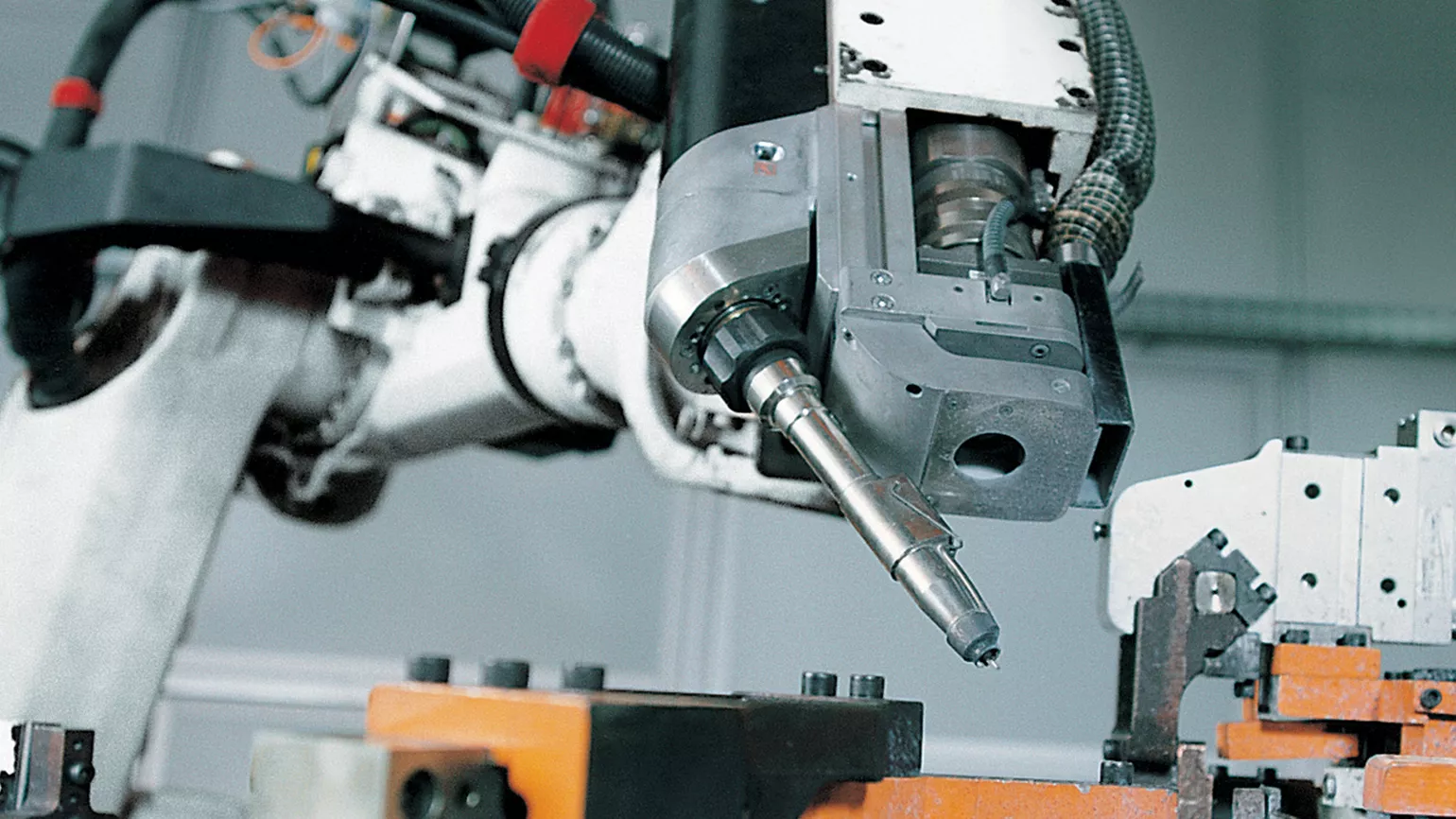

OPTIMUM GAP-BRIDGING ABILITY AND EASY WELD-SEAM PREPARATION ALONG WITH LOW HEAT INPUT AND HIGH SPEED
Fronius LaserHybrid welding combines the laser welding process with the MIG welding process. It exploits the advantages of each process to the full to create synergies. The high welding speed and concentrated energy of the laser can be effectively combined with the MIG arc in two ways: either through maximum welding speed when joining light-gauge sheets, or maximum penetration on thicker materials.
HOW LASERHYBRID WELDING WORKS
As soon as the laser beam hits the surface of the workpiece, it heats up this spot to vaporisation temperature, resulting in deep, narrow penetration. In the LaserHybrid process, the use of expensive laser energy is limited almost exclusively to this deep-weld effect, which also permits thicker sheets to be joined. The remaining energy requirement is met by the cheaper MIG/MAG process, which exhibits an improved gap-bridging ability due to the consumable electrode. As both processes focus their energy on the same process zone, the weld depth and speed are significantly increased compared to the individual processes.
A WIDE RANGE OF DIFFERENT USES
The LaserHybrid process is particularly attractive for sectors in which the investment can be quickly recouped through high volumes. These include the automotive industry and its suppliers, as well as container, pipework and pipeline manufacturers. With this high-performance welding process, these industry players can automate the joining of a variety of aluminium and steel components at a speed of up to eight metres per minute. LaserHybrid proves especially advantageous in aluminium applications, for example where component tolerances are large and preparation costs are high for laser welding. The benefits of the relatively low heat input are particularly evident when joining high-strength materials – hardly any loss of strength and low levels of heat distortion ensure excellent component precision.